

“活柱中缸外表面光洁度和硬度都达标,怎么在调试过程中就出现漏液现象?”当第一批经过自主维修的液压支架在检测线上进行质检时,部分支架立柱就出现了漏液、窜液现象,这对于首次应用激光熔覆技术自主维修立柱的机电公司而言无疑是不小的打击。
是维修技术不过关还是加工工艺有纰漏?漏液窜液问题到底出在哪?这个问题一直困扰着维修技术人员。
重新拆解刨析液压支架千斤顶时,技术人员看着光洁如滑的活塞杆发出质疑:“这条新线,无论从工艺还是材料来讲,质量都远超之前镀铬工艺,正常使用不可能这么快出现问题。”
为了找到问题根源,解决后期检修质量问题,该厂组织技术骨干将存在问题的千斤顶进行拆解、汇总,仔细查找其中原因,发现活塞杆均光滑平整,但活塞杆密封和导向套Y形密封磨损严重。
“以前认为是激光熔覆维修问题,其实不然。”技术人员发现问题出现在千斤顶缸口与内壁存在大量锈蚀、锈坑,液压支架频繁进行活塞升降动作,就会加剧缸口处密封圈磨损严重,从而导致立柱出现漏液、窜液现象。
问题的根源找到了,但目前所具备的技术和设备无法完成内壁修复,还需进行外委修理,直接换新设备会让生产成本升高。
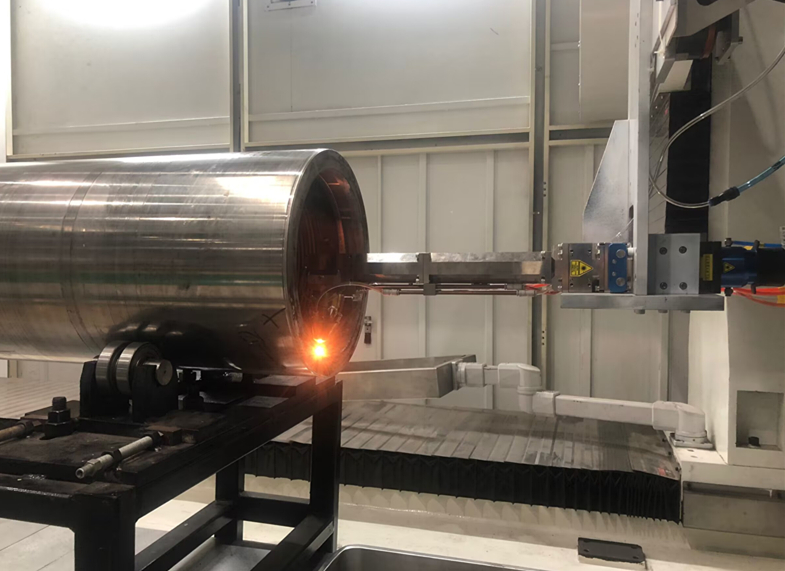
“革新技术,优化工艺,必须提高激光熔覆维修自主性。”为了解决内壁磨损严重问题,技术人员与厂家进行沟通,经过多方研讨设计,给设备定制了一款内孔加工“枪”头。“枪”头有了,但设备的“枪”头是垂直向下,现在要改成水平方向,连接“枪”头的通信光纤脆弱,一旦调整方向出现折损便失去作用。技术人员重新布置光纤,并为悬空部分的光纤制作支架,使其承担自身重量,以达到改装标准。
由于缸体长度近3米,直径0.4米,孔洞内部较深,无适配的固定中心架,熔覆内壁技术难度较大。面对新出现的问题,技术人员根据中心架的原理设计图纸,利用两对轴承、一个架子、四杆螺丝等配件,设计制作了一个可调式高低、直径的内孔焊接中心架。
经过维修后,首批内孔维修的148件千斤顶检修完成。随后,支架维修小组对其进行安装测试、打压试验。经多方位调试,无论是尺寸、硬度,还是光洁度都符合标准,达到国标要求,且无漏液、窜液现象。
“井下升降动作平稳,立柱、活柱以及其它千斤顶部位无漏液、挂液现象。”新修的这批液压支架经过质检全部合格,达到“零”缺陷目标。
截至目前,机电公司应用激光熔覆生产线配合完成支架大修4批,完成外表面熔覆1300根,约600平方米,内孔熔覆148根,约18平方米,共计减少维修成本300余万,内孔维修技术的掌握无疑是在自主维修道路上再增添一抹色彩。
机电公司将继续坚持做精做优生产保障,在提升产品质量上下功夫,积极构建综采设备自主维修新局面。

版权所有:球友会网页版,球友会(中国)(黄陵矿业集团有限责任公司)
地址:陕西省黄陵县店头镇 邮编:727307 技术支持:黄陵矿业信息中心
Copyright(C) 2011 Huangling Mining Group E-mail:txzx@hlkyjt.com.cn
 陕公网安备61063202000102号
陕ICP备案05006082号
陕公网安备61063202000102号
陕ICP备案05006082号
